Author: admin
Ty Kissel Expands Leadership Role as Deputy General Manager at Bonanza
April 28, 2026

Strong leadership continues to drive the success of our Bonanza operations, and we’re building on that by expanding the role of a key member of our team. Ty Kissel has been promoted to Deputy General Manager of our Bonanza Operations.
In this role, Ty will continue to lead our Processing & Manufacturing operations while also supporting the broader day-to-day needs and long-term initiatives at Bonanza.
“Ty brings a strong combination of leadership experience and technical expertise to this role,” says Dave Clark, President of American Gilsonite Company. “His understanding of our processing and manufacturing operations, along with his ability to lead teams and drive results, makes him a valuable addition to the leadership structure at Bonanza.”
Ty has played a key role in overseeing processing and manufacturing operations in Bonanza, helping drive efficiency, product quality and coordination across teams. Since joining the company in 2011, he has been a key contributor to developing closer alignment between plant operations, product delivery, and strategic business objectives. His expanded responsibilities will further build on that foundation, supporting continued operational success.
“I didn’t get here on my own. There are a lot of people who took the time to teach me and push me along the way,” said Ty Kissel. “Stepping into this role is something I take seriously. Supporting our workforce and making sure they have what they need to be successful is a top priority. I understand the bigger picture and believe the best results come when our people and our goals are working together.”
We appreciate Ty’s continued leadership and contributions to our operations and look forward to the impact he will make in this expanded role.
Mike Kelsey Promoted to General Manager of Bonanza Operations
April 13, 2026

We’re proud to announce the promotion of Mike Kelsey to General Manager of our Bonanza Operations, marking an incredible 20+ year journey with the company.
“I’m extremely pleased that Mike has stepped into this key role at American Gilsonite Company,” says Dave Clark, President of American Gilsonite Company. “Mike has been instrumental in the successful execution of several critical projects in recent years and his extensive knowledge of our mining operations adds tremendous value to our capabilities and brand.”
Over the past two decades, Mike has built a reputation for integrity, hard work and leadership, earning the trust and respect of colleagues and partners along the way.
“Working at this company and alongside the people here has meant a great deal to me throughout my career. After 22 years with the company, starting underground as a miner, I’m honored to now serve as General Manager of Bonanza Operations. I’m grateful for the trust placed in me and for the many coworkers, mentors and partners whose support and respect have meant so much along the way. This operation succeeds because of the people who show up every day and do the work the right way, and I’m proud to be part of that team. The American Gilsonite Company has a long and proud history, and I’m honored to have my name associated with the people and the work that carry its legacy forward,” said Mike Kelsey
With extensive experience across our day-to-day operations, Mike brings invaluable knowledge and a deep commitment to his new role as General Manager. Please join us in congratulating Mike on this well-earned promotion and milestone achievement!
Dave Clark Appointed President of American Gilsonite Company to Strengthen Customer Service, Global Growth and Expand Tolling & Manufacturing Business
November 4, 2025

American Gilsonite Company today announced the appointment of Dave Clark as President. Dave will lead American Gilsonite Company’s core business, supplying oilfield and industrial markets with the highest-quality uintaite, while accelerating the expansion of its new Tolling & Manufacturing business.
Craig Mueller will serve as Chief Executive Officer and board member of American Gilsonite Company. Building on his leadership, Mueller will spearhead strategic expansion, including M&A activity, product line expansion and industry collaboration.
“Dave brings significant energy industry and international leadership experience, and a track record of delivering value to customers through application of operational experience to their specific challenges,” said Craig Mueller, CEO of American Gilsonite Company. “His leadership brings creativity, reliability and innovation to our core uintaite business, allowing me to devote more time to expanding our overall portfolio.”
“Our commitment to quality and customer outcomes is our primary focus,” said Dave Clark, President of American Gilsonite Company. “We’ll continue delivering Gilsonite® – the industry’s leading uintaite product – while expanding our Tolling & Manufacturing services to offer clients operational flexibility and a cost-effective option to scale-up their custom powder processing quickly, reliably and without capital expense.”
These moves strengthen our support for customers across North America – including the Uinta Basin and worldwide, while assuring access to the only genuine source of Gilsonite® uintaite, expanded Tolling & Manufacturing services, and AGC Resources to streamline logistics and reduce costs from planning to production.
New WBM success story from the Permian presented at 2025 AADE Conference
April 23, 2025
Breaking New Ground: Gilsonite® WBM Demonstrates OBM-Level Performance in Permian Case Study at AADE 2025

Michael Doiron, Global Accounts Executive at American Gilsonite Company, recently presented groundbreaking results at the 2025 AADE National Technical Conference and Exhibition, highlighting the use of Gilsonite® uintaite as a performance-enhancing additive in water-based muds (WBM). Hosted by the American Association of Drilling Engineers (AADE), the annual event brought together drilling professionals and innovators to share the latest advancements in fluids technology.
The paper, catalogued as AADE-25-NTCE-048 and titled “Uintaite-Based Blend Enables Replacing OBM when Drilling an Extended Reach Lateral in the Permian Basin Using WBM,” detailed how a major operator successfully drilled a 2.5-mile extended reach lateral in the Permian Basin using a Gilsonite® uintaite-based WBM – effectively replacing the need for oil-based mud (OBM) in a high-demand application.
This case history demonstrated several key performance benefits:
- Enhanced rate of penetration (ROP)
- Reduced torque and drag
- Improved filter cake development
- Reduced filtrate volumes
- Reduced NPT and overall cost savings
The results provided compelling evidence that Gilsonite® uintaite can serve as a high-performance, cost-effective and more sustainable alternative to OBM – especially valuable in today’s operational and environmental landscape.
The American Gilsonite Company team was proud to contribute to this year’s technical dialogue and offer a real-world example of how uintaite-based technology continues to evolve the possibilities for extended reach drilling.
For additional background on the case history presented, you can read the full version here.
As the only source of Gilsonite® branded uintaite in the world, American Gilsonite Company remains committed to advancing drilling performance and innovation. For more information on how Gilsonite® can support your operations, please contact us.
Setting the standard: ISO 9001 certification secured once more
February 19, 2025
For over 130 years, we’ve built a legacy of delivering exceptional quality, and our latest ISO 9001:2015 certification reaffirms that commitment. Successfully passing the recent audit conducted by Verisys Registrars is another milestone in maintaining the rigorous standards that have defined our company for generations.

“Receiving this certification demonstrates our continued dedication to maintaining the highest standards in our processes and products,” said Craig Mueller, President and CEO of American Gilsonite. “It’s a testament to the hard work of our team and our focus on consistently delivering value to our customers.”
The audit process evaluated American Gilsonite Company’s quality management practices, from operational procedures to customer interactions. Passing the rigorous assessment underscores our efforts to enhance performance and efficiency across all departments. It also highlights our commitment to integrity, responsibility and compliance with industry standards and regulations.
Looking ahead, we remain focused on driving innovation and achieving operational excellence to support our customers’ evolving needs. The ISO 9001:2015 certification is a foundation for our ongoing pursuit of success and growth.
New water-based system enabled major operator to drill 2.5-mile lateral
October 21, 2024

Gilsonite® H2O: A game-changer for WBM systems
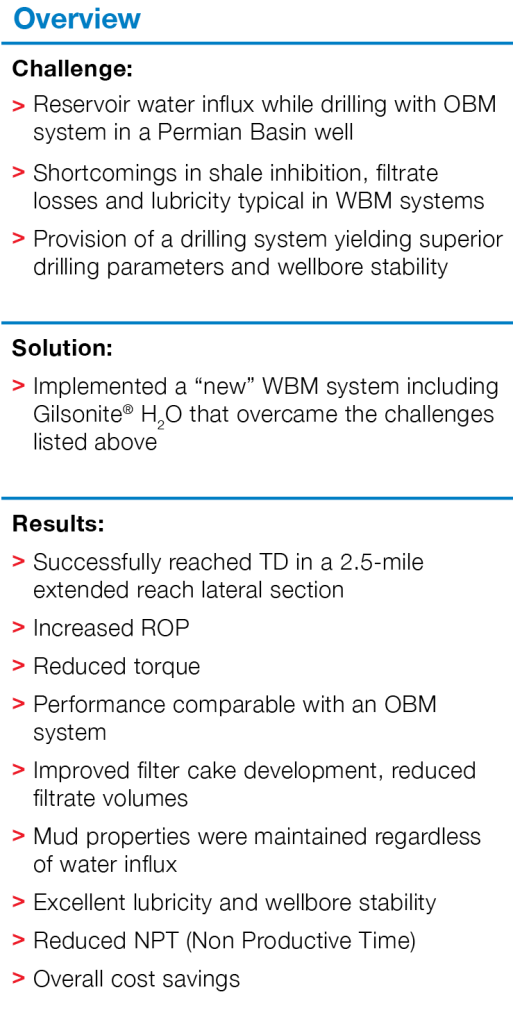
Gilsonite® H2O enabled a major operator in the Permian Basin to overcome a challenging downhole environment and successfully reach TD (Total Depth) in an extended reach lateral well while utilizing a water-based mud system. The project was impacted by water influx within the lateral section requiring the replacement of the oil-based system. Alternative water-based mud (WBM) systems struggled with shale control, high filtrate losses, reduced efficiency and increased costs.
Maintaining drilling efficiency and successfully reaching TD through a 2.5-mile lateral section was critical. This challenge led to the implementation of a cut-brine/lubricant system. To optimize drilling performance, minimize fluid loss and control shale, Gilsonite® H2O was added to the mud formulation. It improved shale stability, controlled fluid loss and increased lubricity, matching prior OBM drilling performance. TD was achieved with an effective water-based system enabled by Gilsonite® H2O.
Superior performance and cost savings
Gilsonite® H2O led to significant improvements in drilling while avoiding the serious handling and residual issues associated with OBMs. Field data showed enhanced penetration rates (ROP), reduced torque, better filter cake development and lower filtrate volumes. These results proved that water-based systems enhanced with Gilsonite® H2O could effectively compete with oil-based systems in the Permian Basin. Additionally, the controlled filtrate and reduced maintenance translated into a more cost-effective drilling process, setting a new standard for WBM fluids.
Pioneering WBM research presented at 2024 AADE conference
April 24, 2024

Ghery Sotomayor, the Global Accounts Director at American Gilsonite Company, recently took center stage at the American Association of Drilling Engineers Fluids Technical Conference and Exhibition to present a groundbreaking paper. This significant event is hosted by the AADE, which is a non-profit organization dedicated to fostering the sharing and development of drilling knowledge and technologies among professionals and industry stakeholders.
The paper, cataloged as AADE-24—FTCE-089 and titled “Activated Proteinaceous Component of Uintaite Provides Clay Inhibition Properties”, explores innovative findings in the use of uintaite, a naturally occurring hydrocarbon compound found in only one place in the world – the Uinta Basin of Northeastern Utah, where American Gilsonite Company controls significant reserves. You can download and read the full technical paper for more in-depth information.
Katy Aguilar, our Technical Director and main author of the paper, played a pivotal role in detailing the significance of our research. Her expertise and insights contributed immensely to the comprehensive exploration of uintaite’s clay inhibition capabilities.
We extend our gratitude to Jason Nelson, Technical Sales Manager at Basin Fluids and co-author of the study, whose collaboration was vital. The partnership yielded remarkable field trial outcomes, particularly with the deployment of our new product, Gilsonite® ENV. These trials, conducted by Basin Fluids in the Wyoming Powder River Basin, showcased enhanced drilling performance and significant cost savings due to reduced mud additive use. For more details on these trials, read our case study.
For more information on how the unique benefits of the world’s only true source of Gilsonite® can enhance your company’s operations, please contact us. We look forward to discussing how we can help meet your specific needs.
American Gilsonite Company introduces new patented technology for asphalt emulsions
September 28, 2023
Proprietary technology employs Gilsonite® uintaite to produce superior modified asphalt emulsions
Municipalities, application contractors and emulsion producers now have a choice for modified asphalt emulsions. New patented technology from American Gilsonite Company adds the performance of Gilsonite® uintaite to asphalt emulsions, providing a blacker,more durable asphalt rejuvenation. This breakthrough technology is now readily available to emulsion producers to begin expanding their product offerings.
Fog seal application works well for City of Tucson
An emulsion contractor provided a Gilsonite Modified Emulsion™ fog seal base that was successfully applied at 0.09 gallons per square yard of 50/50 diluted material. The City of Tucson was very pleased with the end results.
“Our new technology brings a much-needed alternative to the asphalt emulsions industry,” stated Bill Britton, technical representative for American Gilsonite Company’s asphalt applications business. “Now emulsion producers can tap into the power of Gilsonite® to dramatically improve the performance of their products and better achieve the results needed by their end customers.”
Contact us to learn more about how the world’s only true source of Gilsonite® can improve the performance of your asphalt.



American Gilsonite Company Appoints New Eastern Hemisphere Sales and Operations Director
August 16, 2023

American Gilsonite Company is pleased to have Dave Clark, who formerly worked on special projects, step into the role of Director, Eastern Hemisphere Sales and Operations, effective March 2023. Dave is responsible for our commercial strategy, business development, advancement of technologies for customer-focused products, and leadership of our eastern hemisphere sales and operations team. He will work closely with President and CEO, Craig Mueller, to develop strategies that continue to drive the company’s long-term international commercial success.
“Key to our company’s corporate strategy is the growth of our Eastern Hemisphere product lines, both oilfield and industrial,” noted Craig Mueller, President and CEO. “It’s critical that we have a strong management presence in that part of the world. Dave brings a unique skill set to our company, having years of operational and commercial experience in locations including Asia Pacific, Middle East, and Northern Europe.”
“I’m very excited to accept this new role and continue developing the long-term success and brand of American Gilsonite Company in a strategically important part of the world which has tremendous growth potential,” said Dave Clark, Director, Eastern Hemisphere Sales and Operations.
Dave is a seasoned executive with more than 30 years of extensive international commercial and leadership experience working in business development, marketing and sales, and operations management roles in the energy and chemical industries.
Team members honored with service awards at summer BBQ
August 9, 2023
American Gilsonite Company employees and their families recently enjoyed a day of fun in the sun at our 2nd Annual Summer Employee BBQ & Cornament in Jensen, UT. We enjoyed great food and weather while playing cornhole and recognizing our employees and their families for their dedication to service with American Gilsonite Company.

Managers joined in on the fun sliding down the waterslides!



General Manager Craig Brown presented this year’s service awards.


Others recognized but not in attendance included Mark Christopherson (20 years), Wilmer Moreno (15 years), Corey Webb (10 years) and Alan Evans (10 years).
2nd Annual American Gilsonite Company Cornhole Tournament
Cornament winners Glenn Murray and Justin Spence took home custom American Gilsonite Company Cornhole Boards!

Recent Comments